 Home /
Home / Micro Medical Device Injection Molding: Manufacturing Precision Parts Smaller Than a Grain of Rice
Table of Contents
- What is Micro Molding for Medical Devices?
- The Physics of the "Invisible": Cooling & Injection for Micro Parts
- Designing for Micro Manufacturing (DfMM)
- KT TOOL's Advantage: From Mold Design to Mass Production
- Quality Assurance: Beyond the Naked Eye
- The "Billion-Part" Challenge: Scalability with Cleanliness
- Common Defects Specific to Micro Molding
- Future Trends: Bioresorbables and Micro-Sustainability
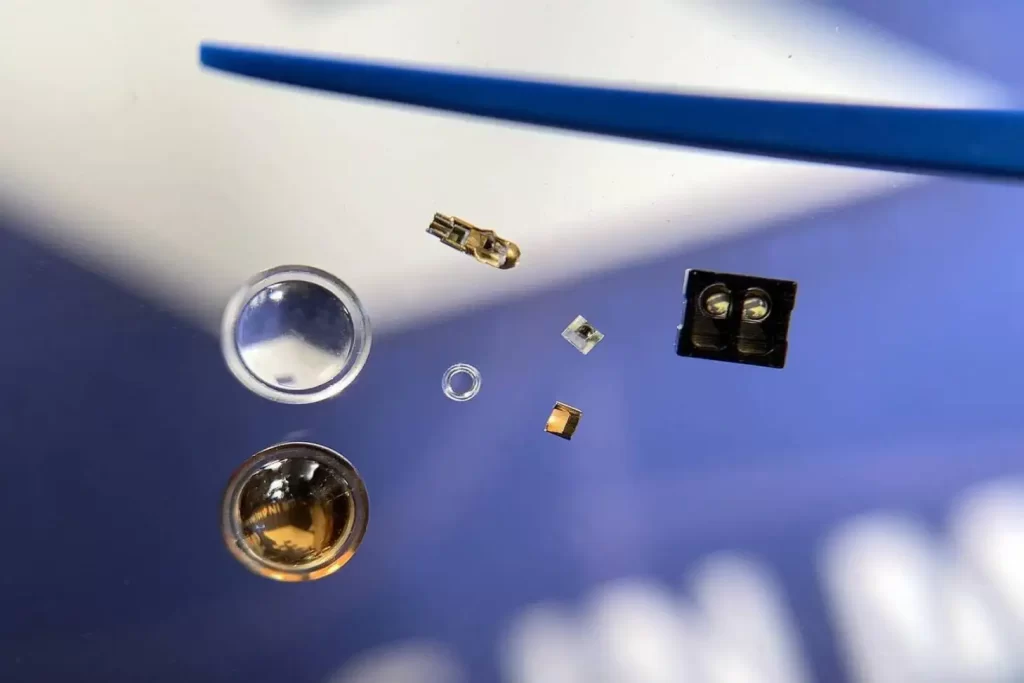
Modern diagnostic tools and minimally invasive surgical solutions are making use of smaller and smaller components— components that can be smaller than a grain of rice. Examples include implantable electrodes and optical lenses that can be used in endoscopy. Medical Device Injection Molding leads developments in manufacturing capabilities that satisfy the medical industry's demand for smaller and more precise manufacturing.
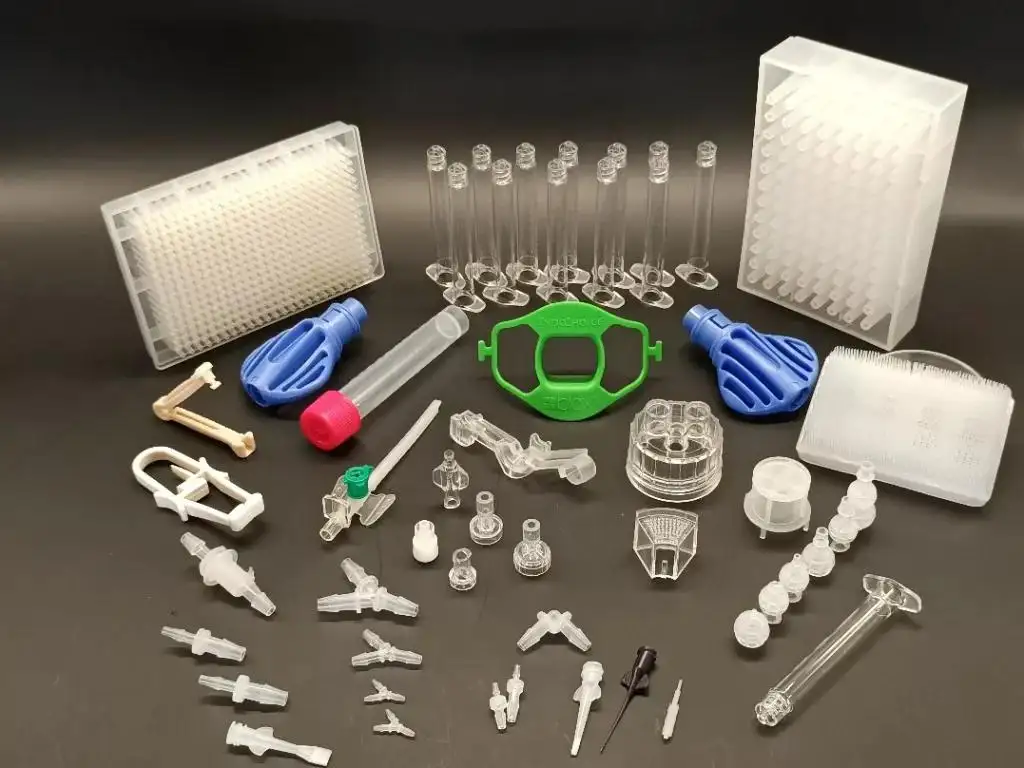
Here, we examine how KT TOOL takes advantage of the Precision Injection Molding for Every Need system to focus on safety, and accuracy, while maintaining the ability to scale quickly in regards to manufacturing micro medical devices.
What is Micro Molding for Medical Devices?
Micro injection molding is not simply "smaller" standard molding. It is a distinct discipline where parts weigh less than a gram (sometimes just 0.005g) or feature wall thicknesses below 200 microns.
• Size Classification: Parts that fit within a 1cm³ envelope or require features visible only under a microscope.
• Material challenges: Medical-grade resins (PEEK, PC, LCP) must flow through runners thinner than a human hair.
• Tolerance expectations: Unlike general tolerances (±0.1mm), micro medical parts require High Precision (±0.05mm to ±0.1mm) or even tighter for implantable devices.
The Physics of the "Invisible": Cooling & Injection for Micro Parts
In micro molding, the laws of thermodynamics change. A standard cooling phase might warp a micro-gear due to uneven temperature distribution.
• Rapid heat cycling: KT TOOL utilizes advanced mold temperature control that distributes temperature evenly across the micro cavity.
• Control of injection speed: The Injection Phase demands a high velocity, but ultra-low volume. If the injection speed is too slow, the resin will freeze before filling; if the speed is too high, it will degrade the polymer.
• Warpage control during cooling: The Cooling Phase is significantly shortened, but is carefully controlled to avoid warpage on features that are sub-millimeter in size.
Designing for Micro Manufacturing (DfMM)
Designing a part the size of a dust mite requires a shift in engineering philosophy. Standard design for injection molding does not apply here.
• Gate location: The gate must be positioned to allow shear heating without burning the material.
• Ejector pin placement: Because micro parts are fragile, ejector pins must be redesigned to avoid damaging the part during ejection.
• Venting: Proper venting for air release is critical; even a micro-pocket of trapped air can blow out a feature that is 50 microns wide.
KT TOOL's Advantage: From Mold Design to Mass Production
While many shops can make a single micro part, KT TOOL excels in End-to-end services: from mold design to production. The transition from prototype to annual capacity in the millions requires specific technological muscle.
Multi-Cavity & Hot Runner Capabilities
Micro molding is often inefficient if you only make one part at a time.
• Multi-cavity molds: KT TOOL implements high-cavitation molds (32, 64, or 128 cavities) to produce millions of units weekly.
• Hot runner systems: Standard cold runners waste expensive medical resin. KT TOOL uses Multi-cavity & hot runner mold capabilities to eliminate sprue waste, reducing material cost for PEEK (often $1,000/kg) by 30%.
Material Versatility for Biocompatibility
Different procedures demand different physical properties.
• Wide material selection: From commodity PP to high-performance PEEK (Polyether ether ketone) .
• Medical specifics: KT TOOL works with materials that meet either the USP Class VI standard or the ISO 10993 standard.
• TPE Overmolding: For surgical handles, we use a combination of Rigid PC with Flexible non-slip TPE grips.

Quality Assurance: Beyond the Naked Eye
You cannot visually inspect a part the size of a pinhead. At KT TOOL, we combine our ISO 9001: 2015 certified QMS with the latest metrology.
• Automated optical inspection (AOI): Cameras screen every micro-part for flash or short shots.
• Laser Microscopy: Measures surface roughness and edge radius without contact to the fragile part.
• Target Confirmed: Tolerance testing is very important for catheter tips and for implantable sensors. Every shot must be within HIGH PRECISION ±0.05MM.
The "Billion-Part" Challenge: Scalability with Cleanliness
A major shift in Medical Device Injection Molding is the move toward "patient-specific" mass production.
• Annual capacity in millions: KT TOOL's 100+ injection molding machines run 24/7 in Class 8 cleanrooms.
• Traceability: Each cavity in a multi-cavity tool is serialized. If a cavity produces a bad part, the sorting system knows exactly which cavity to flag.
• Post-processing: After the Ejection Phase, micro parts often require de-gating or anti-static brushing—processes fully automated by KT TOOL to prevent operator contamination.
Common Defects Specific to Micro Molding
Even if you have perfect macro molding skills, micro molding introduces unique enemies.
• Gas traps: Because micro cavities are deep and narrow, air escapes slowly. Solution: KT TOOL uses laser-drilled venting slots.
• Non-fills (Short shots): Melted plastic cools 10x faster in a micro mold. Solution: High-speed injection machines that fill the cavity in milliseconds.
• Particle contamination: A dust mite is the same size as the part. Solution: Class 100,000 cleanroom + HEPA-filtered hot runners.
Future Trends: Bioresorbables and Micro-Sustainability
• Where we're going: Medical Device Injection Molding will become even more focused on sustainability at the micro level.
• Bioresorbable polymers: Producing PLA and PGA screws which will disappear when the bone has healed.
• Micro TPE sealing: Making fluid-tight seals for wearable insulin pumps.
Rapid prototyping: KT TOOL provides Rapid prototyping for fast production and gives engineers the opportunity to test 10 micro parts in prototype tooling prior to investing in a 128-cavity production tool.
Why Partner with KT TOOL?
Dealing with sub-millimeter parts requires the knowledge of both resin rheology and regulations. Our team has both.
• Tailored solutions for every project: Whether it is a single-cavity prototype or a high-volume hot runner system.
• Design for injection molding optimization support: KT TOOL's engineers review your CAD file to adjust wall thicknesses and ejection strategies before steel is cut.
• From prototype to full production runs: Seamless transfer from development to the cleanroom floor.
Ready to Shrink Your Device Footprint?
If your next medical device requires parts smaller than a grain of rice—with the precision of a Swiss watch—standard machining won't suffice. KT TOOL provides the engineering horsepower to make the invisible, invincible.
Contact KT TOOL today for a free design review of your micro medical component.
Get Free Quote
FAQs
Q1. What are the best medical-grade materials for micro molding?
Micro molding involves molding small parts (typically in the range of 1-100 mm). PEEK, PC, COC, LCP, and medical-grade PP are the most common micro molding materials. PEEK is the most preferred medical-grade material that can be used for manufacturing implantable devices because of its strength and biocompatibility.
Q2. Can KT TOOL manage both prototyping and high-volume production?
There is a yes to this question, and the reason behind that is KT TOOL provides customers with rapid prototyping to develop and improve designs and then scales that to a yearly output of millions of units with multi-cavity tools.
Q3. How is quality controlled for parts that cannot be seen by the naked eye?
Automated Optical Inspection (AOI), laser microscopy, and cavity pressure sensors control and verify every shot to ±0.05mm tolerances.
Q4. Does micro injection molding require a cleanroom?
The answer is yes. Generally, micro medical parts need at least Class 8 (or ISO 8) environments, or better, to avoid particle contamination that could endanger patients.
Q5. What is the benefit of a hot runner system in micro molding?The benefit is sprue waste is eliminated, costs are lowered due to the savings on expensive materials (such as costly PEEK resin), and a consistent flow of material is maintained for the micro cavities.
Talk to the Manufacturer, Not a Middleman
Resources & Insights
-
 Blog
BlogPrecision Electronic Components Manufacturer | OEM & Industrial Solutions
2026-06-18By sidrahafeez754 -
 Blog
BlogOEM Precision CNC Machined Parts Supplier | Custom Metal & Plastic Components Manufacturer
2026-06-06By KT Engineering -
 Blog
BlogMaximizing Precision, Minimizing Cost: The Ultimate DFM Guide for Advanced Robotics
2026-04-07By KT Engineering



